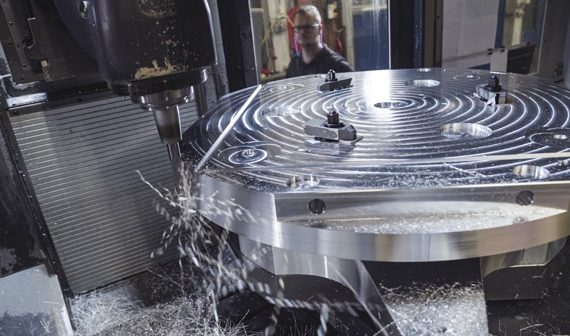
Onze makers werken hier in een veelzijdige machinefabriek waarin onderdelen gemaakt worden tot een lengte van ongeveer 5.000mm. We maken hier kleine series tot aantallen van 200 stuks per jaar of prototypes. Het unieke op deze vestiging is dat wij de onderdelen onder één dak kunnen bewerken met veel verschillende productietechnieken zoals frezen, draaien, langgatboren en lassen. De opdrachtgevers voor deze vestiging komen uit veel verschillende markten, het specialisme zit vooral bij automotive, energie, voedingsmiddelenindustrie en de algemene machinebouw.
Dankjewel voor jouw tijd en moeite dat je contact met ons opneemt. Nu zijn wij aan zet om datzelfde te doen bij jou.
Binnen 48 uur kan je van ons een reactie verwachten. Heb je ons eerder nodig? Bellen kan natuurlijk ook. We zijn bereikbaar op telefoonnummer 0523 238560
Deze website maakt gebruik van cookies om ervoor te zorgen dat u de beste ervaring krijgt op onze website. Bekijk Privacyverklaring